Thi thử trắc nghiệm môn Công nghệ Hàn online - Đề #12
Danh sách câu hỏi
-
Câu 1:
Ngọn lửa ô xy hóa của hàn khí dùng để hàn:
- A. Hàn chì
- B. Hàn Gang
- C. Hàn thép hợp kim
- D. Hàn đồng thau, nung nóng và cắt hớt bề mặt kim
-
Câu 2:
Góc nghiêng mỏ hàn khí khi hàn vật liệu kim loại đồng:
- A. α = 60 – 800
- B. α = 50 – 100
- C. α = 100 – 150
- D. α = 150 – 200
-
Câu 3:
Khi hàn khí Góc nghiêng mỏ hàn khí khi kết thúc mối hàn:
- A. α = 00
- B. α = 600
- C. α = 750
- D. α = 900
-
Câu 4:
Khi gá lắp định vị các chi tiết ống với nhau dùng khối “V” để định vị có tác dụng:
- A. Đạt độ đồng trục của hai chi tiết với nhau và nâng cao năng suất lao động
- B. Dễ kiểm tra khe hở đầu nối của hai chi tiết
- C. Chống được biến dạng khi hàn
- D. Biến dạng khi hàn
-
Câu 5:
Hàn điện xỉ (Electroslag welding- ESW) là quá trình hàn:
- A. Nóng chảy
- B. Không nóng chảy
- C. Điện cực không nóng chảy có khí bảo vệ
- D. Điện cực nóng chảy có khí bảo vệ
-
Câu 6:
Trong quá trình hàn điện xỉ Vật liệu cơ bản cách nhau:
- A. Từ 2-3 mm
- B. Từ 25-35 mm
- C. Từ 50-100 mm
- D. Từ 250-350 mm
-
Câu 7:
Phương pháp hàn đính định vị trực tiếp:
- A. Không làm ảnh hưởng đến bề mặt chi tiết hàn so với phương pháp dùng gông
- B. Dễ hàn đính hai chi tiết với nhau mà vẵn đảm bảo các yêu cầu chiều cao mặt trong của chu vi đường hàn khi hàn thành phẩm
- C. Mối hàn đính dễ loại bỏ khuyết tật rỗ khí
- D. Mối hàn đính dễ loại bỏ khuyết tật lẫn xỉ hàn
-
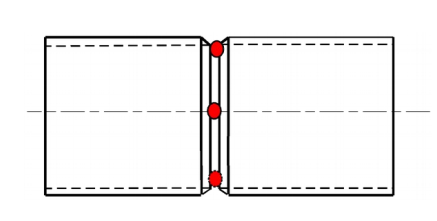
Câu 8:
Dùng “ Nêm” định vị hai chi tiết hàn có tác dụng:
.PNG)
- A. Đảm bảo khe hở đầu nối không bị co ngót, giãn nở trong suốt quá trình hàn
- B. Đảm bảo độ đồng trục cho hai chi tiết hàn
- C. Dễ dàng loại bỏ khuyết tật ngậm xỉ hàn
- D. Quá trình hàn không bị rỗ khí
-
Câu 9:
Mối hàn định vị Gông và chi tiết hàn:
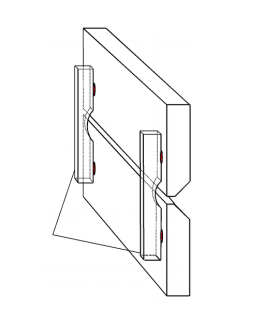
- A. Các điểm hàn đính chỉ hàn một mặt (một phía) của Gông
- B. Các điểm hàn đính hàn hai mặt của Gông
- C. Hàn hết chu vi của Gông
- D. Hàn hai mặt đầu của Gông
-
Câu 10:
Mối hàn định vị Gông và chi tiết hàn:
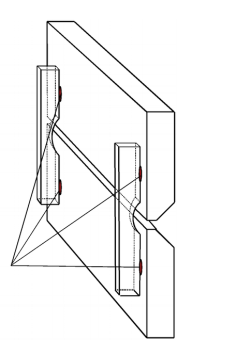
- A. Các điểm hàn đính chỉ hàn một mặt (một phía) của Gông
- B. Các điểm hàn đính hàn hai mặt của Gông
- C. Hàn hết chu vi của Gông
- D. Hàn hai mặt đầu của Gông
-
Câu 11:
Khi hàn để tránh tia hồ quang và tia tử ngoại chiếu vào mặt ảnh hưởng đến sức khỏe thì người thợ hàn cần trang bị:
- A. Mũ hàn và kính bảo hộ
- B. găng tay, dày
- C. nút tai, tai nghe
- D. Quần áo bảo hộ
-
Câu 12:
Trong định vị và kẹp chặt thì chốt trụ dài định vị mấy bậc tự do:
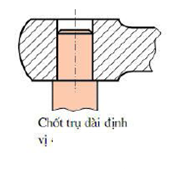
- A. 4
- B. 3
- C. 2
- D. 1
-
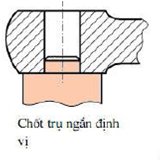
Câu 13:
Trong định vị và kẹp chặt thì chốt trụ ngắn định vị mấy bậc tự do:
- A. 2
- B. 3
- C. 4
- D. 1
-
Câu 14:
Trong định vị và kẹp chặt thì chốt trụ ngắn định vị mấy bậc tự do:
- A. 1
- B. 3
- C. 4
- D. 2
-
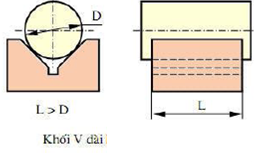
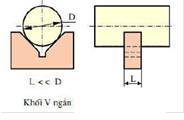
Câu 15:
Trong định vị và kẹp chặt thì khối V dài định vị mấy bậc tự do:
- A. 4
- B. 3
- C. 1
- D. 2
-
Câu 16:
Trong định vị và kẹp chặt thì khối V dài định vị mấy bậc tự do:
- A. 4
- B. 2
- C. 3
- D. 1
-
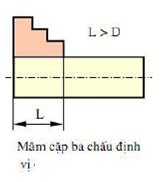
Câu 17:
Trong định vị và kẹp chặt thì mâm cặp ba chấu định vị mấy bậc tự do:
- A. 4
- B. 2
- C. 3
- D. 1
-
Câu 18:
Sơ đồ nguyên lý dưới đây của loại máy hàn nào?
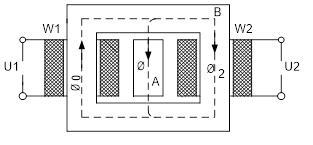
- A. Máy hàn xoay chiều lỏi di động
- B. Máy hàn xoay chiều bộ từ cảm riêng
- C. Máy hàn xoay chiều bộ từ cảm kết hợp
- D. Máy hàn xoay chiều có các nguồn chuyển đồng
-
Câu 19:
Sơ đồ nguyên lý dưới đây của loại máy hàn nào?
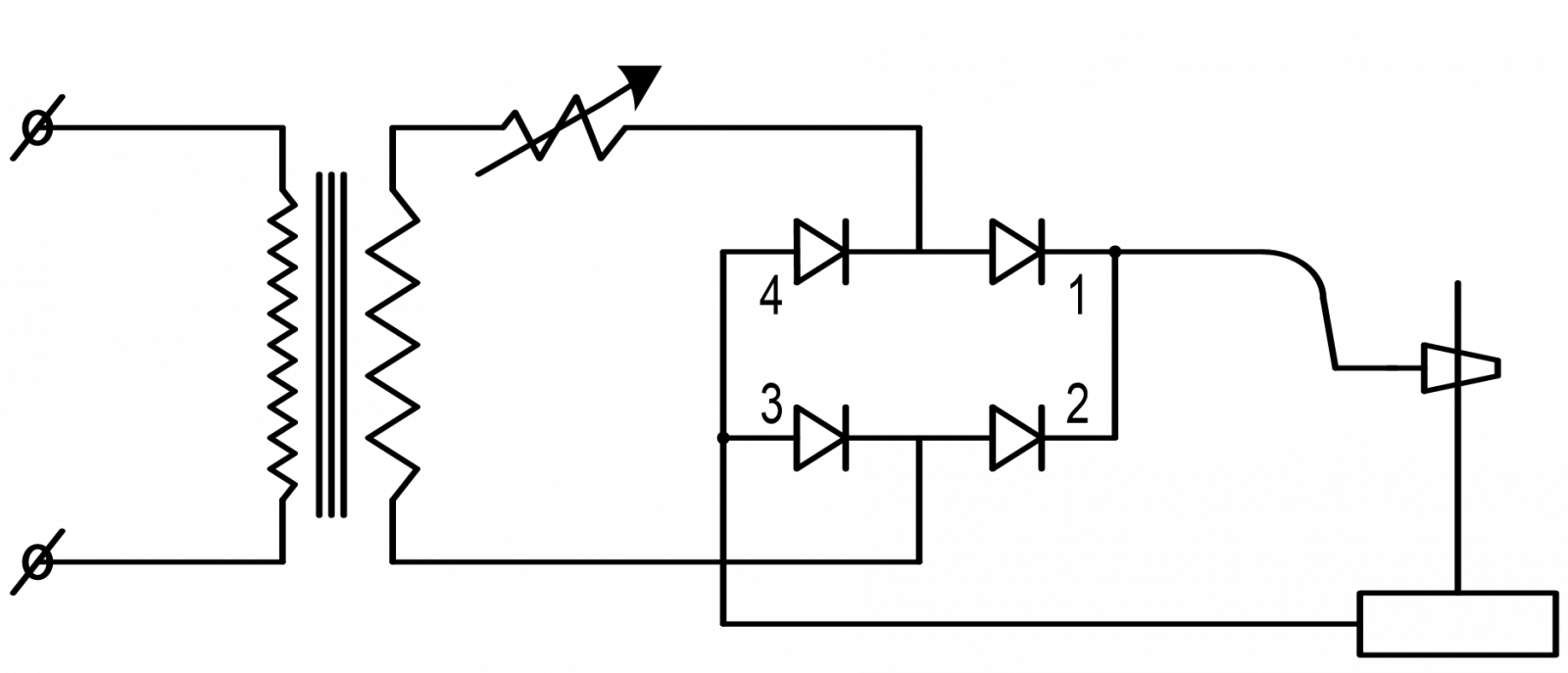
- A. Máy hàn một chiều chỉnh lưu một pha
- B. Máy hàn một chiều chỉnh lưu ba pha
- C. Máy hàn xoay chiều bộ từ cảm kết hợp
- D. Máy hàn xoay chiều có các nguồn chuyển đồng
-
Câu 20:
Sơ đồ nguyên lý dưới đây của loại máy hàn nào?
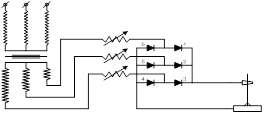
- A. Máy hàn một chiều chỉnh lưu ba pha
- B. Máy hàn một chiều chỉnh lưu một pha
- C. Máy hàn xoay chiều bộ từ cảm kết hợp
- D. Máy hàn xoay chiều có các nguồn chuyển đồng
-
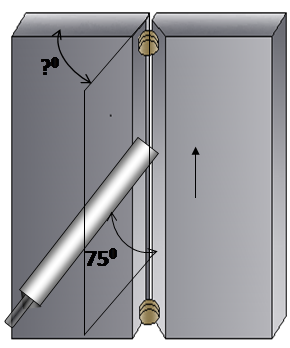
Câu 21:
Khi hàn hồ quang tay ở vị trí 3G (Hình bên dưới) thì góc độ điện cực so với phương thẳng đứng (bề mặt phôi hàn) là:
- A. 900
- B. 300
- C. 600
- D. 500
-
Câu 22:
Khi hàn hồ quang tay ở vị trí 3G (Hình bên dưới) thì góc độ điện cực nghiêng xuống dưới so với phương ngang vuông góc với trục đường hàn là:
- A. 750
- B. 300
- C. 100
- D. 400
-
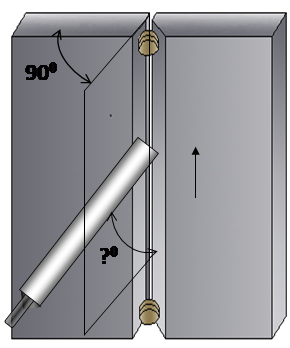
Câu 23:
Khi hàn hồ quang tay ở vị trí 4G (Hình bên dưới) thì góc độ điện cực nghiêng với phương ngang vuông góc với trục đường hàn là:
- A. 900
- B. 300
- C. 600
- D. 500
-
Câu 24:
Khi hàn trong điều kiện vượt qua giới hạn ồn 85 Db thì người thợ hàn cần trang bị:
- A. Nút tai và tai nghe
- B. Quần áo bảo hộ
- C. Mũ bảo hộ
- D. Bao tay, dày
-
Câu 25:
Nguyên nhân gây ra chết người, thợ hàn hít phải khí hàn khi hàn gần dung môi có chứa hydrocarbon clo, ánh sáng tia cực tím có thể phản ứng với các dung môi để tạo thành khí:
- A. Cadmium
- B. Phosgene
- C. Oxy
- D. Hidrogen
Câu 1:
Ngọn lửa ô xy hóa của hàn khí dùng để hàn:
Chọn câu hỏi:
Đề thi liên quan
Xem tất cả →
Thi thử trắc nghiệm môn Công nghệ Hàn online - Đề #1
Đề số 1 của môn Công nghệ hàn bao gồm nhiều câu hỏi hay, bám sát chương trình. Cùng làm bài tập trắc nghiệm Công nghệ hàn ngay.
Thi thử trắc nghiệm môn Công nghệ Hàn online - Đề #10
Đề số 10 của môn Công nghệ hàn bao gồm nhiều câu hỏi hay, bám sát chương trình. Cùng làm bài tập trắc nghiệm Công nghệ hàn ngay.
Thi thử trắc nghiệm môn Công nghệ Hàn online - Đề #11
Đề số 11 bao gồm 14 câu hỏi trắc nghiệm Công nghệ hàn, bám sát chương trình, có đáp án.
Thi thử trắc nghiệm môn Công nghệ Hàn online - Đề #13
Thử sức với đề số 13 trong bộ đề trắc nghiệm Công nghệ hàn. Chọn đáp án đúng, nộp và chấm điểm online.
Thi thử trắc nghiệm môn Công nghệ Hàn online - Đề #14
Bắt đầu ôn luyện với đề số 14 trong bộ đề trắc nghiệm Công nghệ hàn. Đề bao gồm 14 câu hỏi, tự quản lý thời gian làm bài. Nộp bài và chấm điểm online.
Thi thử trắc nghiệm môn Công nghệ Hàn online - Đề #2
Làm bài kiểm tra trắc nghiệm Công nghệ hàn với đề số 2. Làm quen với thời gian và áp lực như bài thi chính thức.